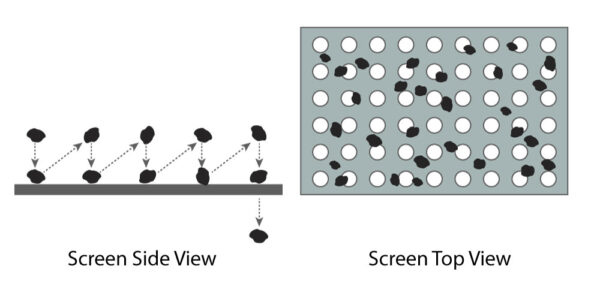

Upon stratification, the particles having a size less than the smaller screen aperture pass through the screen to the underflow. Particles having a size significantly smaller than the aperture size pass through easily.
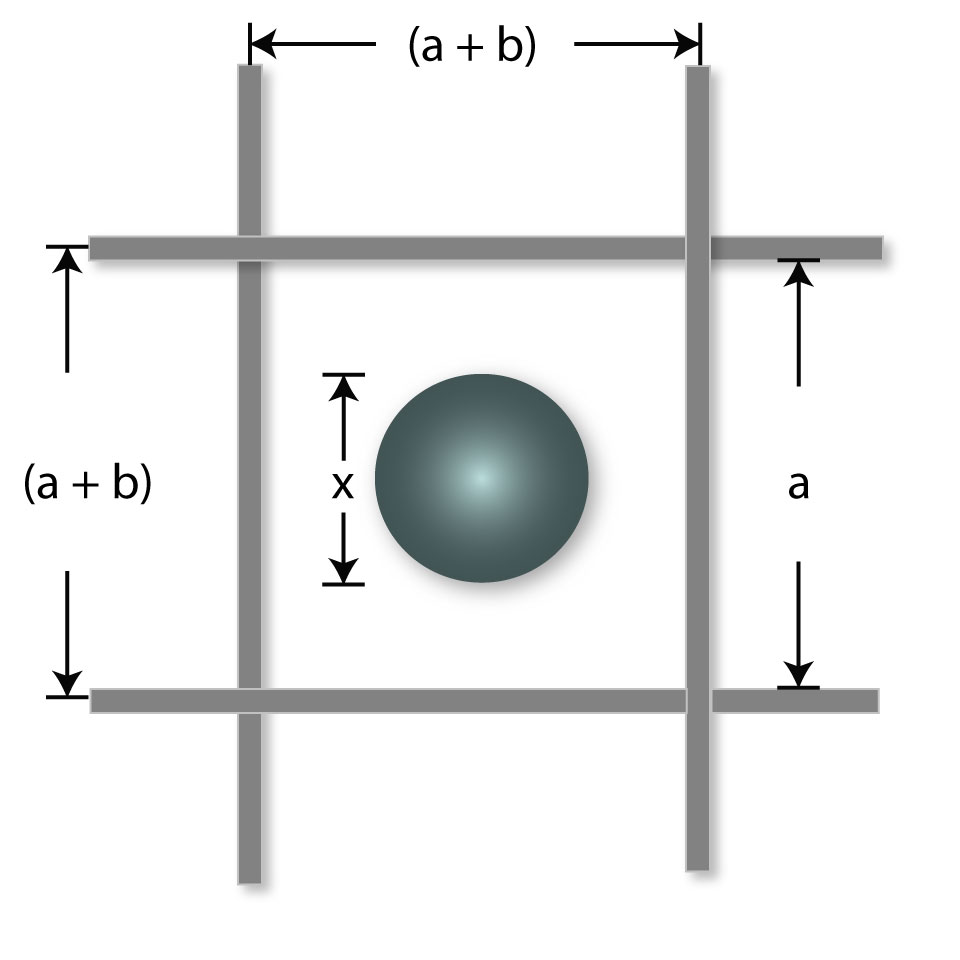
However, the probability of P of a particle passing through the screen in one trial decreases as the particle size approaches the aperture size,
a = screen opening size;
x = particle diameter
b = diameter of wire
The probability of a particle being retained on a screen during a single trial Q is: Q = 1-p
The overall probability of a particle being retained on a screen R is:
m = number of screen trials which is a function of screen length, amplitude and frequency and assumes good stratification.
According to this simplistic model, the value of P increases with:
- Increasing screen opening a;
- Decreasing particle size x;
- Decreasing wire diameter b.